





关键词 |
锅炉,锅炉厂家,锅炉生产厂家,锅炉价格 |
面向地区 |
品牌 |
泰安 |
|
锅炉用途 |
工业锅炉 |
安装方式 |
快装锅炉 |
出口压力 |
常压 |
加工定制 |
是 |
结构 |
三回程水火管式 |
结构形式 |
立式 |
燃料 |
燃气锅炉 |
燃烧方式 |
室燃炉 |
循环方式 |
辅助循环锅炉 |
样式 |
其它 |

这样,既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合。隐蔽安装的塑铜管只能采取焊接连接,外露部分及与卫生镶接的部位,可以采取丝扣连接,丝扣连接的要求按镀锌管道的安装方式进行。管道焊接部位应采用热塑材料进行包裹保护,热塑材料应由制造厂提供,提供的材料应能达到防腐要求。用布及砂纸刷净铜管上氧化物,表面光滑,无砂眼气泡。管道焊接完成,除去氧化层后涂清漆保护。
随着我国国民经济迅速发展,人民生活水平不断提高,环保意识的不断增强,我国对燃料政策进行了调整,为改善大中型城市的环境污染和大气质量,
任意内径单测量值与平均值之差不得超过。(B)在节流件后,在OD和2D位置用上述方法测得8个内径单测值,任意单测值与D比较,其大偏差不得超过2%2)节流件前后要求一段足够长的直管段,这段足够长的直管段和节流件前的局部阻力件形式有关和直径比有关,见表1(=d/D,d为孔板开孔直径,D为管道内径)。节流件上游侧阻力件和第二阻力件之间的直管段长度可按第二阻力件的形式和=。不论实际值是多少)取表一所列数值的1/2节流件上游侧为敞开空间或直径2D大容器时,则敞开空间或大容器与节流件之间的直管长不得小于3D(15D)若节流件和敞开空间或大容器之间尚有其它局部阻力件时,则除在节流件与局部阻力件之间设有附合表1上规定的小直管段长1外,从敞开空间到节流件之间的直管段总长也不得小于3D(15D)。
开始鼓励公共企事业单位燃用油品或天然气,大大加快了燃气蒸汽锅炉的发展。随之购买燃气蒸汽锅炉的客户也越来越多。这不,前段时间就有客户咨询我们:燃气蒸汽锅炉运行成本、价格是多少。
燃气蒸汽锅炉的价格决定因素如下:
燃气锅炉配置决定价格;
价格决定层次和水平;
开式或半开式叶轮:抗磨材料制造,附有可调节的导叶及滤网。广泛用于建筑工地、岩洞、港湾、工厂、舰船等给排水或水喷射等,可以抽送含磨料如粘土、砂、碎石、钻屑等液体介质等。移动式结构,放到水中便可起动,可满足大流量、高扬程、有限空间或易爆环境等特殊要求。无堵塞闭式流道式叶轮,具有好的可靠性和较高的效率,主要用于城市泵站和污水处理厂抽送污水和泥浆,工业流程中抽送冷却水、废水、腐蚀性介质等,工地和大型工厂连续排水等。
合理选择性价比;
燃气蒸汽锅炉的运行费用主要是燃料费用,其它的均占很小的一部分。根据用户的实际运行现场表明,2吨燃气锅炉一小时的燃料耗量是140立方米,天然气的平均价格是3元每立方米,2吨锅炉一小时的燃料费用是3*140=420元。
燃气蒸汽锅炉的性能优势:
干燥设备是常见的生产设备,国内相关企业十分看好干燥行业发展前景,同时也意识到提升技术水平,加快创新升级的必要性。我国干燥行业特点是企业不大、不强、不专、不精,数量多而整体素质不高。尽管我国干燥设备行业面临着挑战,但是我们也看到,我国现在已生产的干燥设备品种日益增加,适用范加热设备围不断扩大,产品水平及质量正在迅速提高,市场竞争能力正在不断增强。特别是我国出台了支持产品出口的各项相关政策,为国内干燥设备生产企业创造了的外部条件,这都表明我国干燥设备发展前景良好。
科学,结构合理----锅炉本体采用湿背式三回程、全波纹炉胆、螺纹烟管结构,具有良好的热伸缩性;管板与筒体采用板边连接结构,本体主要焊缝为对接结构,全部采用埋弧自动焊焊接。
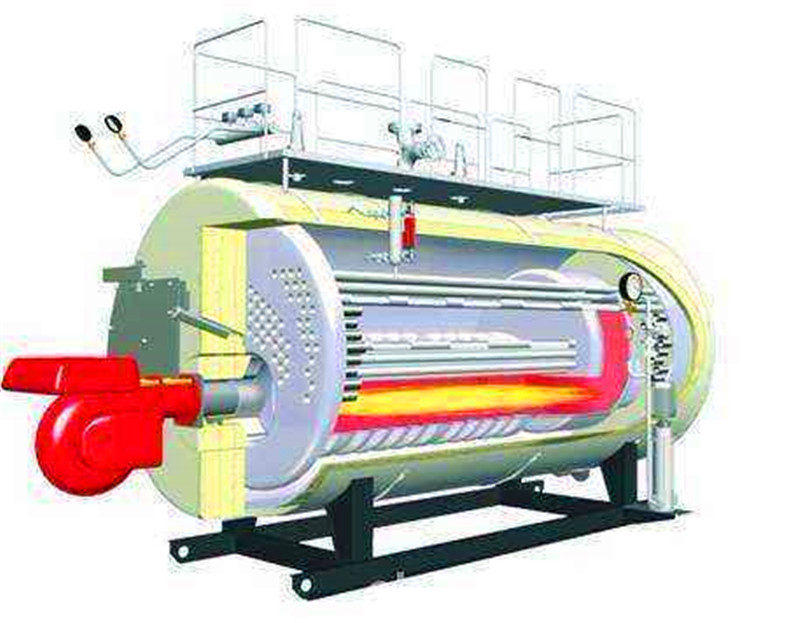
自动化程度高,设备运行可靠----采用机电一体化控制设备和可编程逻辑控制器(PLC)联合控制方式。以的可编程逻辑控制器(PLC)为控制系统的“处理器”。控制系统通过触摸屏进行操作,使锅炉自动化控制程度和运行可靠程度大大提高,操作更加简便直观。
寿命长,出力足,----科学的产品,的加工工艺,严谨的质量管控,凡是本厂生产的锅炉设备,连续运行寿命均高达10年以上。锅炉辐射受热面为全波纹炉胆,对流受热面采用螺纹烟管,受热面大,锅炉产热出力足、热效率能高达92%以上,国家规定。

燃料充裕,节能环保----锅炉燃烧室合理,完全适应城市煤气、天然气、轻柴油、重油等多种燃料,燃料在炉膛内微正压燃烧,燃烧完全,烟气污染物少,锅炉的烟气黑度、烟尘黑度、浓度、噪音等技术指标均优于国家一类地区标准。
配套散件,品牌----燃烧器采用品牌燃烧器。配套关键阀门、仪表采用国内产品和品牌,锅炉安全运行。
充注冷媒的注意事项搭载有虹吸管的冷媒罐:为了冷媒的有效充注,虹吸管是没有接触到冷媒罐的底部的;也就是说,当罐内冷媒低于虹吸管口时,是不能制冷剂的液体充注。充注冷媒的管路连接1)把冷媒罐放在电子称上,如图接好管路,记录电子秤的读数,并确定要充注的冷媒重量。稍稍打开冷媒罐的开关,立刻关闭;轻按顶针阀,让气体从顶针处喷出,立刻放开(按顶针阀的时间不能按得太长,轻按一下就放开)4)重复2),操作2~3次;打开压力表的低压阀门,然后再打开冷媒罐的开关,进行充注;根据需要增加的冷媒重量,观察电子秤的读数;当充注足够的冷媒时关闭冷媒罐的开关或压力表的低压阀门开关;*不要一次充注大量的冷媒。



















